基礎情報
| モデル番号。 | PPA2624 |
| CAS番号 | 9011-17-0 |
| アイネス | 9011-17-0 |
| 認証 | CCIC |
| 環境を守ること | そして |
| 色 | 白 |
| 美術 | ポリマー加工用添加剤 |
| 見て | パルバー |
| PPA | メルトフラクチャーを解消し、加工性を向上 |
| 仕様 | 25kg/ctn |
| 商標 | ジチャン |
| 起源 | 中国 |
| HSコード | 39046900 |
| 生産能力 | 1500tpa |
製品説明
Jichang New Materials Technology (Shanghai) は、フッ素ポリマー、ナノマテリアル、表面処理剤の研究、開発、生産、運営に従事する技術ベースの企業です。 上海国際貿易会社、蘇州連合ハイテク材料工学研究開発センター、安徽生産基地(66,000平方メートル)を順次設立。
フッ素ポリマー製品は現在、中国におけるフッ素ポリマーの主要な生産拠点となっています。 基礎研究能力、応用研究能力、高度な研究能力を備え、製品開発研究能力を構築し、製品開発を確立し、完全な品質管理システムを確立しました。 フッ素樹脂製品のトータルソリューションをお客様にご提供します。
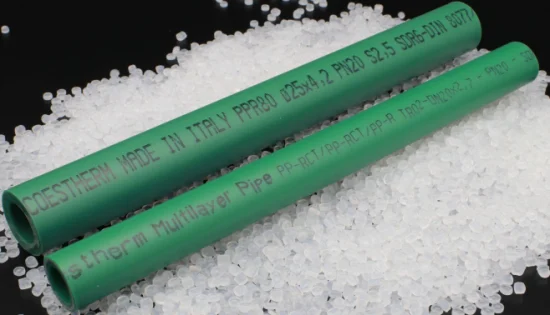
フッ素樹脂製品の応用分野はポリオレフィン製品の押出加工条件です。 LLDPE、LDPE、HDPE、PP、PS、PETなどに適しています。 フッ素ポリマー製品の応用産業は、ワイヤーおよびケーブル材料、パイプ、キャストフィルム、インフレーションフィルム、カラーマスターバッチ、芝生線引きなどです。 品質管理システム:ISO9001 ISO14000 ISO45001
PPA(フッ素樹脂加工助剤)
PPA (フッ素樹脂加工添加剤) の動作原理:
用途:各種樹脂押出加工に適しており、低メルトインデックス樹脂のメルトフラクチャーの解消と改善、押出加工性の向上を実現します。 適用分野: LLDPE、LDPE、HDPE、PP、PS、PET。 特に押出プロセスでは、フッ素ポリマー加工添加剤を粒子サイズ 0.5 ~ 2 μm の熱可塑性樹脂の溶融物中に分散させることができます。 溶融物が押出機内で混合された後、フッ素ポリマー加工添加剤は表面張力の影響で溶融物中に移動します。 溶融物の外層が移動します。 また、金属表面に付着し、押出機内のキャビティ、ダイの表面、およびポリマー本体の間に動的潤滑層を形成して、移動中の溶融物と壁の間の摩擦を軽減する傾向があり、それによってせん断速度が低下し、金型内の溶融物の粘性抵抗を低減します。 金属表面のスメア層は、常に除去され更新される動的な傾向です。 添加量を最小限に抑えることで、押出機ヘッドの金属表面に連続的な潤滑層が確保されます。 フッ素ポリマー加工添加剤によって形成されたスミア層が凹凸のある金属表面に塗布され、ダイナミックなテフロンコーティングが形成されます。 プロセスが動的平衡に達すると、押出圧力、押出機トルク、および溶融見かけ粘度が低下します。
フッ素ポリマー加工添加剤の有効性:
1) エナメル質の破壊を除去し、改善します。 サメ肌現象を排除し、結晶点を排除し、表面の光沢を向上させ、製品の厚さを均一にします。 顔料の分散性を改善し、製造中の色の迅速な変更と材料の迅速な変更を実現します。2) 押出圧力を低減し、狭いダイギャップと低い操作温度を可能にします。3) ダイの蓄積を排除または低減します。4) 低 MI 樹脂の加工性を改善します。5)パフォーマンスが 10 ~ 16% 向上し、エネルギー消費が削減されます。 PPA2624(フッ素樹脂加工助剤)

Reasons for gel formation during film making:1) Unmixed/unmelted gel: equipment defects (screw structure, die size) make the material mixed unevenly, which will lead to gelformation.2) Cross-linked gel: The "dead corner" of the equipment is the degradation point, which is easy to generate gel; improperoperating temperature also leads to the generation of cross-linked gel. The carbon radical center crosslinks PE into high molecularweight PE.3) Oxidative gel: fiber or other resin contamination; inorganic additive agglomeration; gel in the polymer; the process of oxidativegel production is that the oxide sticks to the die wall, as a point for other oxidation of the polymer, High concentrations of oxidesare produced, resulting in cross-linking.solution:Continuously add Fluoropolymer Processing Additive 800~1000ppm, use Fluoropolymer Processing Additive lubricating layer tocoat the die wall, establish a dynamic lubricating layer, in a dynamic balance, to avoid the accumulation of material on the die wall;Fluoropolymer Processing Additive with good thermal stability will not cross-link Low molecular components can eliminate andreduce die gel phenomenon, improve production efficiency and reduce waste rate.Fluoropolymer Processing Additive utilizes the ability to eliminate and improve the melt fracture of polyolefin materials to solve thephenomenon of die precipitates in extrusion processes such as film making, extrusion, and wire drawing.During the extrusion process, the extrudate will gradually deposit at the exit of the die, forming a die deposit, or die precipitate; itseriously affects the quality of the product, mainly manifested in the decline of the mechanical and optical properties of theproduct, and the deterioration of the product. Poor surface finish.Reasons for the phenomenon of die precipitates Reasons for using equipment 1) The change of screw pressure during the working process;2) Influence of melt melting temperature;3) The speed of the equipment changes;4) The cleanliness of the die;5) Processing size of die: inlet size, length, outlet angle, shrinkage change, melt flow rate, die expansion ratio;Raw material reasons1) Raw materials contain low molecular weight substances;2) packing;3) The dispersibility of the material: the raw material is not uniformly dispersed; the viscosity of the components is different, andthe dispersion is not uniform;4) Humidity and volatile matter; Solution and improvement plan: add 0.5~1‰ Fluoropolymer Processing Additive